 邮箱:
邮箱: sales@163.com
 电话:
电话:
13585010888
邮箱: sales@163.com
电话:
13585010888




|
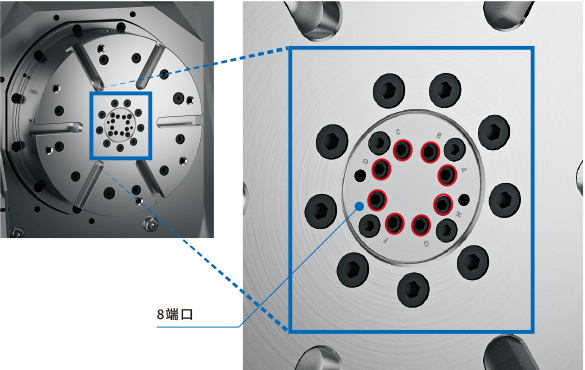
应对灵活的自动化 8端口(液压端口、气动端口) 加工室内配置的夹具端口多达“8端口”,用于夹具的液压和气压供应。可灵活对应夹具,支持各种形状工件的自动装卸。 |
 |
|
提升量产加工生产效率的加工单元
机械手  |
顶部门电动化缩短机械手节拍时间 机械手运转时,顶部门电动化可精准控制开闭位置,减少多余动作。同时避免了开闭时的冲击力,实现高速性与可靠性的平衡。
|
 |
|||||||
|
高度可视性的储料器 10工位工作台采用大型亚克力窗设计。材料与成品数量一目了然,可有效防止因材料不足而导致的加工停止。 |
 |
|
根据生产的繁忙状况灵活切换的加工单元
移动式协作机器人OMR series  |
轻松实现紧凑型自动化 配备“移动式协作机器人OMR series”,实现多品种小批量生产的自动化。由于无需安全栅栏,机器人可在工厂内自由移动,根据繁忙状态灵活进行自动化作业。加工设备的切换可在4.5分钟内完成,大幅度缩短加工时间。此外,没有复杂的教学与编程,无需专业知识和技能即可轻松操作机器人。可在单机操作区域内安装,实现紧凑型自动化。 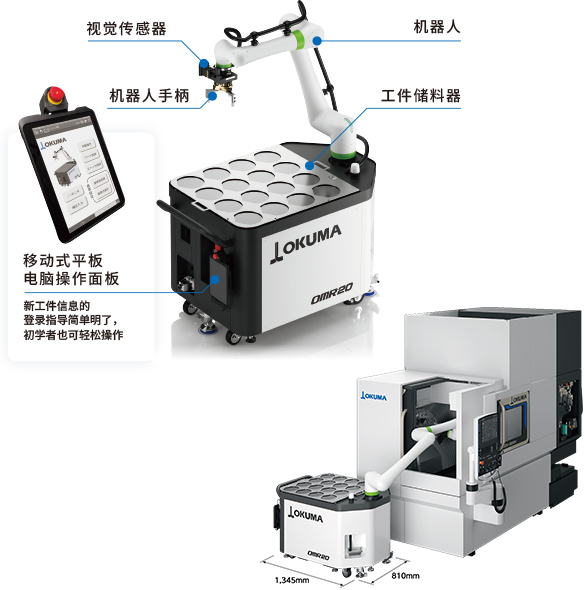 |
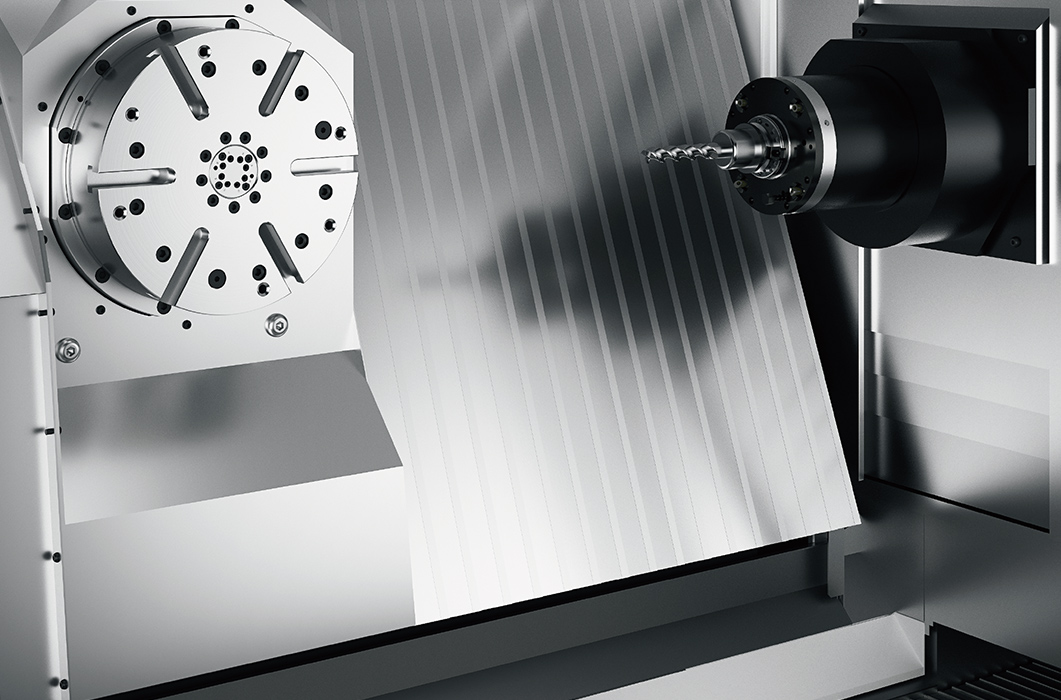
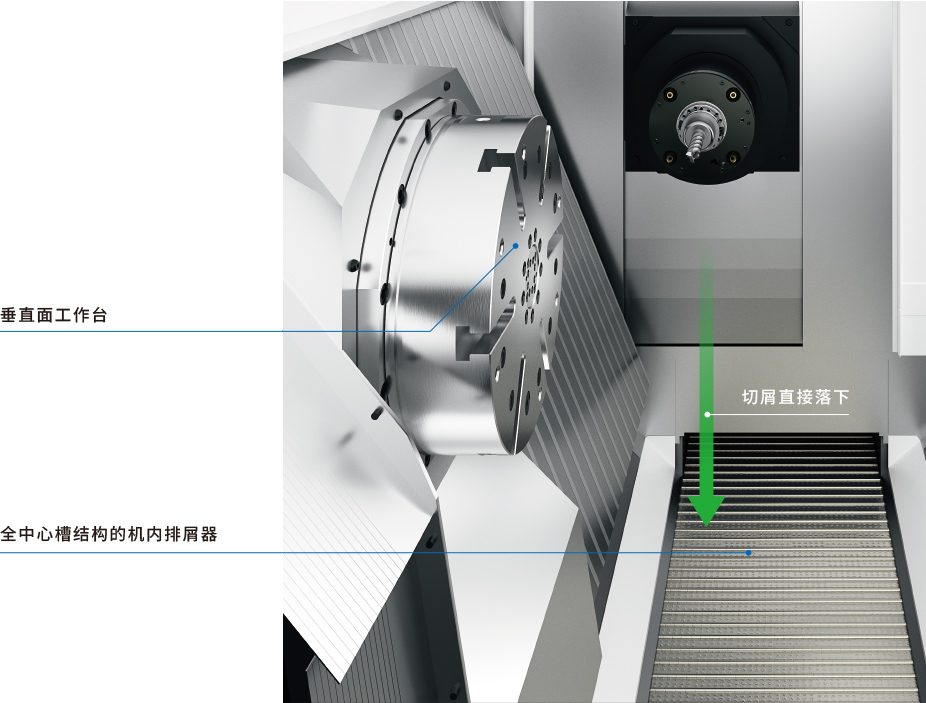
| 通过扩大工作台周围及下方不锈钢护罩的倾斜角度(大角度81°),防止切屑堆积。 |
 |
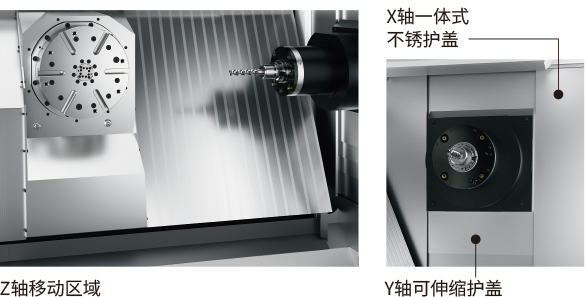
消除了Z轴移动区域切屑的卡滞。此外,采用X轴不锈钢一体式护盖和Y轴低凹设计的可伸缩护盖,形成平坦的机内盖板结构,防止切屑堆积。
 |
|
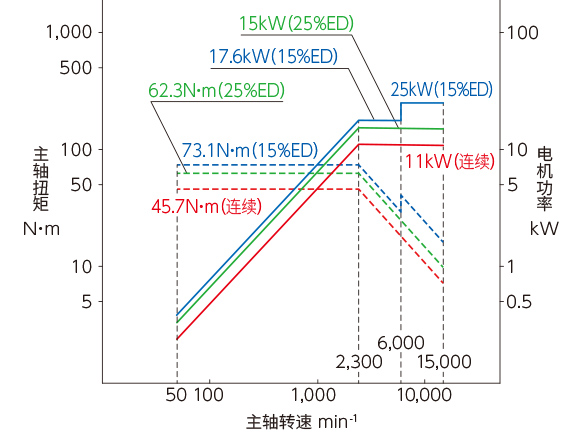
标配的强力No.40主轴,可充分加工钢材部件 标配为No.40尺寸强力主轴,即使是钢材部件也能轻松加工,紧凑型设备同样实现强力切削。
|
 |
||||||||
|
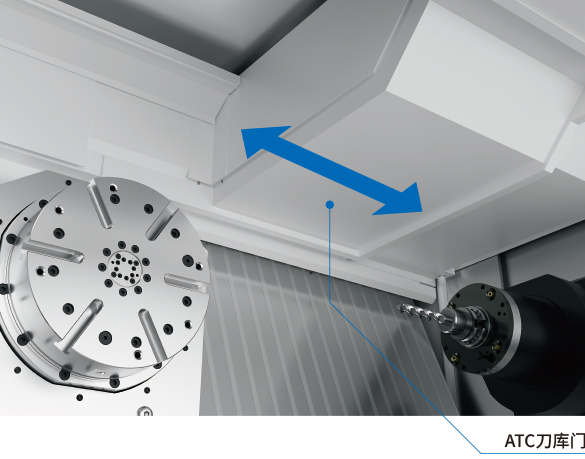
高速运转缩短非切削时间 标准配备缩短非切削时间“电动ATC刀库门” 电动ATC刀库门 缩短ATC刀库门开闭时间 通过刀库门与更换臂的同步控制缩短刀具更换时间
标配的“电动ATC刀库门”可精准把握刀库门位置,同步控制刀库门与交换臂,消除无用动作,缩短换刀时间。此外,避免气动式的冲击力问题,实现稳定的设备运行。
标准配备缩短非切削时间“电动ATC刀库门”
|
 |
| 项目 | 单位 | MS-320H | |
| 移动量 | X轴移动量(立柱左右) | mm | 250 |
| Y轴移动量(主轴头上下) | mm | 250 | |
| Z轴移动量(工作台前/后) | mm | 570 | |
| 工作台 | 工作台尺寸 | mm | ø320 |
| 大承载重量 | kg | 100 | |
| 大承载工件尺寸 | mm | ø500×400 | |
| 主轴 | 主轴转速 | min⁻¹ | 15,000 |
| 主轴锥孔 | 7/24锥度 No.40 [HSK-A63] | ||
| 进给速度 | 快速进给速度 | m/min | X、Y、Z:60 |
| 主电动机 | 主轴用电机 | kW | 25/11 (15%ED/连续) |
| ATC | 刀柄型式 | MAS403、BT40 [HSK-A63] | |
| 拉钉型式 | MAS2 [MAS1、CAT、DIN、JIS] | ||
| 刀库容量 | 把 | 10 [24] | |
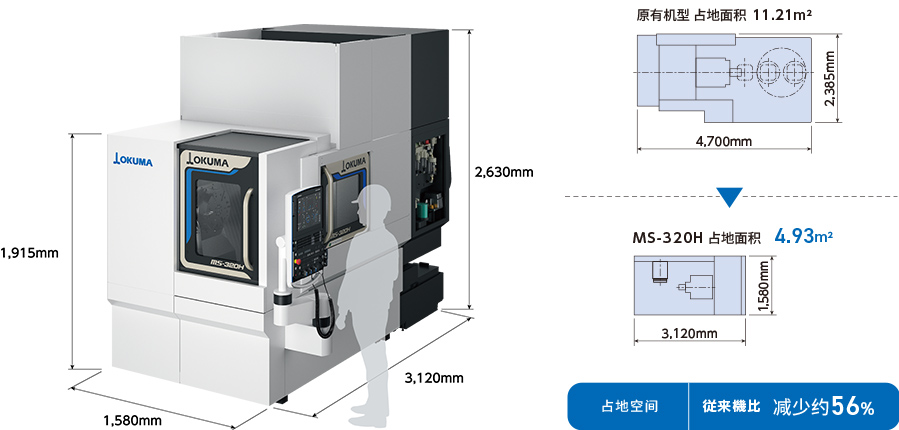
| 机床尺寸 | 机床高度 | mm | 2,630 |
| 占地面积 宽×长 | mm | 1,580×3,120 | |
| 机床质量 | kg | 7,000 | |
| 数控装置 | OSP-P500M |