 邮箱:
邮箱: sales@163.com
 电话:
电话:
13585010888
邮箱: sales@163.com
电话:
13585010888




 |
 |
|
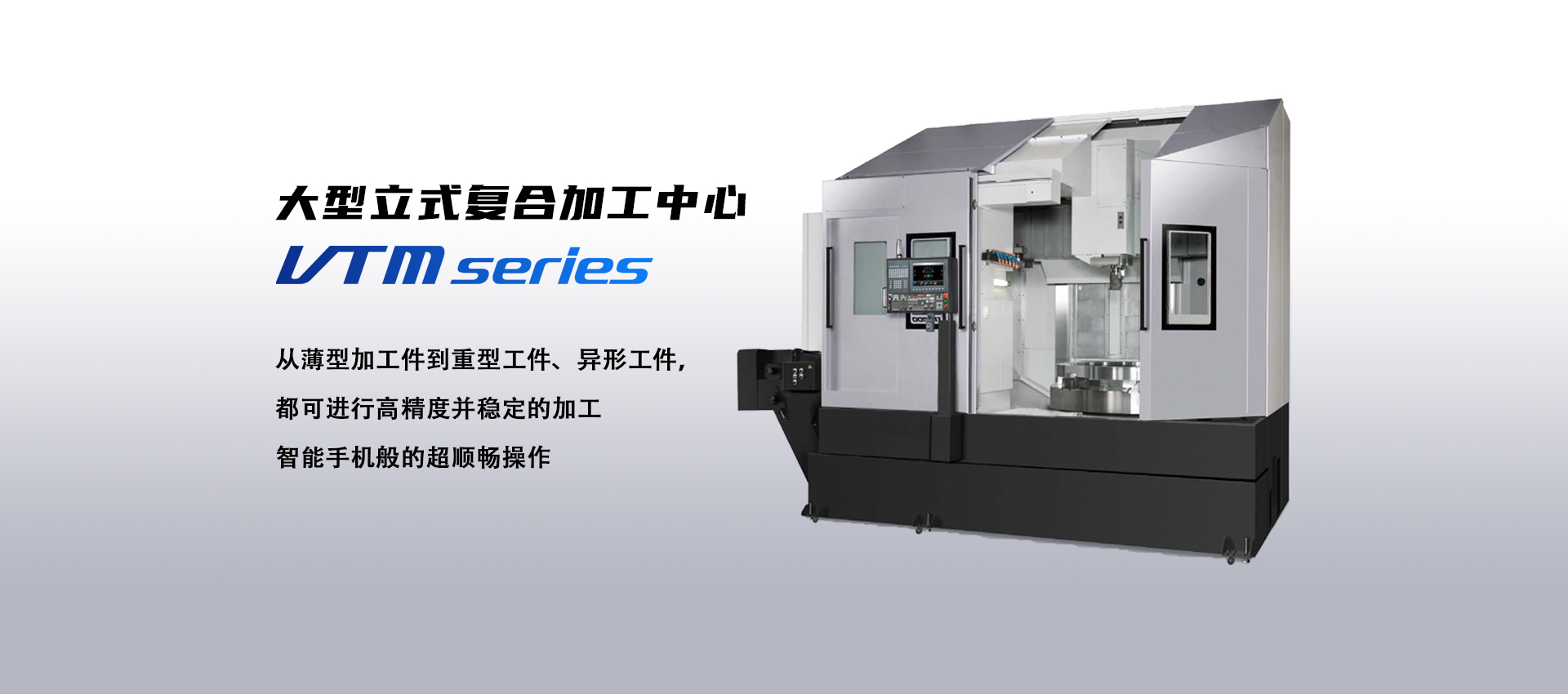
缩短了定位时间 旨在通过高加速/减速轴进给来缩短定位时间。 快速进给速度 X轴:1.0G Y轴:1.1G Z轴:1.0G |
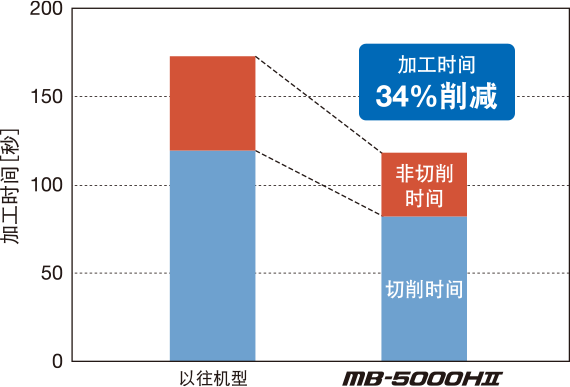
缩短加工时间功能 例如钻孔较多的零件加工等,频繁进行快速进给(G00)和切削进给(G01)的重复加工时,该功能可根据加工内容及机床的安装状况缩短时间。 ※加工时间缩短的效果因机床安装状况、加工零件的形状、加工程序而异。 |
|
|
缩短工作台的分度时间 0.001度分度工作台(特殊规格)采用滚齿凸轮,从而使分度时间达到较短。可实现高速分度。 ● 90°分度:1.0秒※ ● 180°分度:1.2秒※ ※0.001度分度工作台(特殊规格)  |
缩短ATC时间 采用盘式ATC刀库以加速ATC操作。 即使是机床内的刀具,也可在5.1秒的短时间内完成分度。 ● ATC把数:48把(No.40主轴规格) ● T-T时间: 0.9秒(刀具重量 4kg以下) 1.3秒(刀具重量 4kg以上) ● 较远端口的分度:5.1秒(48把刀库)  |
| 铣削刀具 |
主轴转速 min-1 |
切削速度 m/min |
进给速度 mm/min |
切削宽度 mm |
切削深度 mm |
切削量 cm3/min |
| ø100面铣刀 5刃 | 955 | 300 | 1,910 | 70 | 4.7 | 628 |
| ø20立铣刀 7刃 | 4,029 | 253 | 8,800 | 4 | 20 | 704 |
| 铣削刀具 |
主轴转速 min-1 |
切削速度 m/min |
进给速度 mm/min |
切削宽度 mm |
切削深度 mm |
切削量 cm3/min |
| ø80面铣刀 8刃(金属陶瓷) | 1,194 | 300 | 3,750 | 56 | 2.3 | 483 |
| 铣削刀具 |
主轴转速 min-1 |
切削速度 m/min |
进给速度 mm/min |
切削宽度 mm |
切削深度 mm |
切削量 cm3/min |
| ø63面铣刀 5刃(超硬) | 15,000 | 2,949 | 20,455 | 44 | 3 | 2,700 |
| MB-5000HⅡ | ||
| 托盘尺寸 | mm | 500×500 |
| 大工件尺寸 | mm | ø800×1,000 |
| 主轴转速 | min-1 | 15,000 |
| 刀库收纳数量 | 把 | 48 |
| 主轴电机功率 | kW | 26/18.5(10分/连续) |
| 机床尺寸(W×D×H) | mm | 2,540×5,620×2,893※ |